IN PRODUCTIA DE PIESE TURNATE
Prof.dr.ing. Laurentie SOFRONI - Universitatea POLITEHNICA Bucuresti
Procedeu de modificare. In revista "Metal i Litio Ukraini "(Metalul si productia de piese turnate din Ukraina, MLU), nr.l-2/2000, sunt publicate mai multe articole privind folosirea procedeului de introducere a elementelor active in baia de otel sau fonta folosind procedeul sarmei tubulare (tuburi din otel cu diametrul de pana la 12 mm umplute cu feroaliaje granulare). In Ukraina functioneaza o intreprindere denumita "Universalnoe Oborudovanie" (Utilajul Universal) din orasul Donetk, specializata in producerea tuburilor umplute cu granule de feroaliaje, precum si in realizarea utilajului de intoducere a acestora in baia metalica.
In prezent metalurgia nu poate fi conceputa fara prelucrarea aliajelor lichide in afara agregatului de elaborare (topire). Tot mai multe operatii care erau efectuate in aceste agregate sunt in prezent transferate in afara lor (in oale de turnare sau oale speciale). Astfel V.M. Titievski si colaboratorii [MLU, p 7] descrie procedeul de fabricare a sarmelor. Sarmele (tuburile) au diametrul cuprins intre 8…13 mm si lungimi de pana la 5 km.
 In
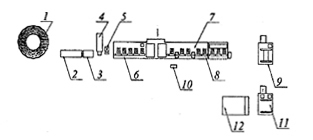
figura 1 se prezinta schema unei instalatii de producere a sarmei
cu pulberi, in care : 1-agregat de infasurare; 2- masa cu role de directionare;
3-suportul intrerupatorului ; 4- masina de sudare; 5- instalatii de finisare;
6- instalatii de profilare cu dozatoare; 7- instalatii de calibrare cu
role; 8- trefilor cu role ; 9- aparat de infasurare; 10-tablou de comanda;
11-stand pentru demontarea bobinei ; 12 - cantare.
In
figura 1 se prezinta schema unei instalatii de producere a sarmei
cu pulberi, in care : 1-agregat de infasurare; 2- masa cu role de directionare;
3-suportul intrerupatorului ; 4- masina de sudare; 5- instalatii de finisare;
6- instalatii de profilare cu dozatoare; 7- instalatii de calibrare cu
role; 8- trefilor cu role ; 9- aparat de infasurare; 10-tablou de comanda;
11-stand pentru demontarea bobinei ; 12 - cantare.
a) calibrarea simetrica;
b) calibrarea asimetrica.
Rezulta ca tabla initiala are forma de jgheab, cu laturile verticale. Caracteristicile tehnice ale instalatiei: dimensiunile sectiunii transversale a tablei initiale = 0,4 x 40 ... 65 mm, materialul tablei - otel tip 0810 G4ST 9045-93 (standard Rusia); diametrul tubului -9…16 mm, viteza de fabricatie - 1,5…2,5 m/sec.; productivitatea 2500-…3200 m/h sau 6,8…8,5t/schimb. Rulourile au diametrul interior de 600 mm, cu exterior 1000 mm, inaltimea -600 mm, masa -600…1200 kg. Caracteristicile sarmelor a caror fabricaite este deja asimilata sunt prezentate in tabelul l.
Tabelul 1.
Viteza de introducere a sarmei in baia metalica (topitura din cuptor sau din oala de turnare) poate fi variata in limitele 0,1…8 m/sec. Puterea motorului electric al instalatiei de introducere poate varia in limitele 5…25 kw.
Desulfurarea fontei de furnal. Datele prezentate de D.A.Diudkin si colab.(MLU, nr.l-2/2000 p 11) scot in evidenta faptul ca in ultimul timp devin tot mai severe conditiile prevazute pentru oteluri in ceea ce priveste continutul de sulf (care trebuie scazut pana la 0,001…0,005 %). Din acest motiv se impune desulfurarea fontei de furnal, care contine peste 0,015% S, procedeele de desulfurare a otelului fiind putin economice.
Pentru micsorarea sulfului in fonta de la 0,03 la 0,005% se consuma urmatoarele cantitati de materiale: soda - l0kg/t fonta; carbura de calciu -5kg/t; magneziu granular insuflat in baie - 0,7…1,0 kg/t; magneziu impregnat in cocs (magkok) - 0,7…1,0 kg/t; calcar -20kg/t.
De mentionat dezavantajele procedeelor existente: desulfurarea cu soda - erodarea puternica a captuselii oalelor; carbura de calciu - folosirea unor procedee care sa asigure conditii nepericuloase de introducere a agentului; conditii nepericuloase de utilizare a zgurii; cocsul impregnat cu magneziu - necesitatea folosirii unor instalatii de vidare complicate; dificultati in ceea ce priveste omogenizarea productiei.
Din acest motiv, magneziul este cel mai bun agent de desulfurare (sub forma de granule, introdus in baie prin insuflare sau sub forma de sarma). Toti ceilalti agenti de desulfurare fie ca au o eficienta mai mica, fie ca nencesita instalatii mari, costisitoare si masuri speciale de protectie (de ex. in cazul utilizarii carburii de calciu).
In tabelul 2 (v. art. Diudkin D.A. si colaboratorii, p.41) sunt prezentate unele date privind eficienta diferitilor agenti de desulfurare. In ceea ce priveste cele doua procedee de introducere a magneziului granular in baia de fonta se poate spune ca au fiecare avantaje si dezavantaje. Astfel, costul magneziului granular folosit pentru insuflare este cu mult mai mic fata de cel al sarmei cu acelasi magneziu. In schimb, pentru insuflarea magneziului este necesara o instalatie mare, care determina cresterea cheltuielilor de investitii si de exploatare, folosirea unor spatii mari, precum si a unor spatii si utilaje anexe pentru pregatirea si uscarea gurilor de insuflare si pentru depozitarea materialelor pulverulente.
In acelasi timp, la insuflarea magneziului granular , are loc o micsorare a temperaturii fontei cu 20-30°C fata de 10-15°C in cazul folosirii sarmei. De asemenea la procedeul de insuflare este folosita numai 60…70% din capacitatea oalei, ceea ce determina cresterea parcului pentru oale.
Tabelul 2. Eficienta diferitilor agenti de desulfurare
La procedeul de insuflare a magneziului granular cu ajutorul unui gaz neutru se constata fenomenul urmator: la iesirea din gura de insuflare, particulele (granulele) de magneziu floteza spre partea superioara a baii metalice datorita densitatii lor mici, se incalzesc, apoi magneziul se evapora si numai dupa aceasta intra in reactie cu sulful (de aici rezulta un randament mai scazut). In cazul introducerii magneziului prin procedeul sarmei, fonta se solidifica la suprafata rece a tubului, care se incalzeste, se topeste, magneziul se evapora si in zona de reactie participa numai bulele de magneziu. Deci procesul de flotare nu mai are loc.
Conditiile ecologice sunt mult mai bune in ultimul caz, intrucat nu sunt folosite gaze purtatoare si deci degajarile gazoase sunt mai reduse. In plus, cantitatea de gaze si praf degajate este de doua ori mai mare la insuflare, iar temperatura gazelor este de 250-350°C fata de 180°C la procedeul de introducere a sarrnei. Daca se tine seama ca particulele de oxizi de magneziu in gaze au dimensiuni mai mici de 40 mm si ca pentru desprafuirea gazelor se folosesc filtre din postav, rezulta ca la procedeul de insuflare mai este necesara operatia de racire a gazelor. Experienta dobandita la unele combinate metalurgice privind desulfurarea fontei de furnal arata ca, in cazul micsorarii continutului de sulf de la 0,028% la 0,006% consumul de magneziu granular a fost de 0,56 kg/t fonta, iar coeficientul de utilizare a magneziului de 43%.
Folosirea FeSiMg conduce la un consum si mai mic de magneziu (pana la 0,2 kg /t fonta, la acelasi continut initial si final de sulf). Cantitatea de gaze degajata in cazul folosirii sarmei a scazut de 7,3 ori.
In cazul folosirii sarmei cu magneziu granular reactia de desulfurare are la baza doua mecanisme: l) -are loc la limita incluziune gazoasa - metal; 2) cu magneziul din solutia lichida metalica. In cazul unor continuturi initiale mari ale sulfului, reactia bula gazoasa - fonta este predominanta; la continuturi mici de magneziu obisnuit are loc reactia sulfului cu magneziul din solutie.
Variatia continutului de sulf are loc conform ecuatiei:
Sf = Si · e-kq (1)
unde: Sf este continutul final de sulf, %; Si continutul initial de sulf, %; e - baza logaritmului natural; k -coeficient.
Coeficientul k se determina cu formula:
k = ln(1 - q) / q (2)
unde: q este consumul de Mg, kg/t fonta; q - gradul de desulfurare in parti.
Au fost efectuate experiente de introducere a sarmei cu magneziu granular in baie de fonta primara evacuata in oale cu capacitate de 100, 200 si 300 t.
S-a tras concluzia ca valoarea gradului de desulfurare este : DS = 18,39-0,32 Si + 62,9 q (3)
unde Si este continutul initial de sulf, %; q - consumul specific de magneziu, kg/t.
Odata cu cresterea cantitatii de fonta de la 100 la 300 t viteza de introducere a sarmei trebuie marita de la 1,8 m/s la 3,5 m/s.
In figura 2 sunt prezentate datele experimentale obtinute la tratamentul cu magneziu a fontei primare, evacuata in oale cu capacitati variate pentru un consum specific de 0,6 kg/t.
 Gradul
de desulfurare variaza de la 65 la 50% odata cu micsorarea vitezei de
introducere a sarmei. Consumul de magneziu variaza intre 50-120
g/s. Deci, consumul de magneziu pe secunda este mai mic decat in
cazul insuflarii lui. Procesul de desulfurare a fontei este cu atat
mai intens cu cat dimensiunile bulelor de magneziu sunt mai mici
si repartitia lor mai uniforrna in coloana de fonta lichida. Micsorarea
dimensiunilor bulelor poate fi obtinuta prin utilizarea prealiajelor Fe-Si-Mg
in locul magneziului metalic (granule).
Gradul
de desulfurare variaza de la 65 la 50% odata cu micsorarea vitezei de
introducere a sarmei. Consumul de magneziu variaza intre 50-120
g/s. Deci, consumul de magneziu pe secunda este mai mic decat in
cazul insuflarii lui. Procesul de desulfurare a fontei este cu atat
mai intens cu cat dimensiunile bulelor de magneziu sunt mai mici
si repartitia lor mai uniforrna in coloana de fonta lichida. Micsorarea
dimensiunilor bulelor poate fi obtinuta prin utilizarea prealiajelor Fe-Si-Mg
in locul magneziului metalic (granule).
Datele publicate de V. V. Kisilenko si colaboratorii (MLU, nr.l-2 /2000, p.13) scot in evidenta faptul ca fazele principale din aceste prealiaje sunt leboitul (FeSi2) si siliciura de magneziu (Mg2Si). In structura prealiajelor siliciul si leboitul se gasesc sub forma de graunti cu dimensiuni mari, cuprinse intre 1 si 8 mm. Intre acestia se gasesc zone de dimensiuni mici (0,05-2 mm), care au de obicei compozitia eutectica, in care se concentreaza cea mai mare parte din continutul de magneziu. Temperatura de topire a siliciurii de magneziu este de 1120°C, cea a leboitului - 1220°C, iar a siliciului - 1414°C. Rezulta ca Mg2Si va intra in reactie mai repede (se va dizolva in fonta mai devreme) decat celelalte doua componente ale Fe-Si-Mg (FeSi2 si Si). Deci se poate considera ca bulele de vapori de magneziu in fonta provin din constituentul eutectic si deci dimensiunile lor vor fi mici.
Prin folosirea sarmelor cu Fe-Si-Mg se poate realiza o diferentiere mai mare a regimului de introducere a magneziului in baia de fonta, o dispersare mai mare a bulelor, o crestere a suprafetei de contact totala a bulelor raportata la unitatea de magneziu consumat, precum si o crestere a duratei de reactie prin scufundarea incarcaturii de prealiaj cat mai mult in partea inferioara a coloanei de fonta. Asa se explica eficienta mai mare de utilizare a magneziului. Mai mult, gradul de desulfurare se mareste si datorita continutului mai mare de siliciu in zona de reactie, intrucat siliciul mareste coeficientul de activitate a sulfului. Asadar, utilizarea prealiajului Fe-Si-Mg pentru desulfurarea fontei contribuie la marirea randamentului magneziului.
Experientele efectuate la unele combinate siderurgice cu prelaiaje FeSiMg (Mg-17%; Si-51,5%; Ca-2,3%; Al-0,86%, Fe-rest) introduse in tuburi (sarme) cu diametrul de 10 mm, in cantitati de 0,105 kg/m, la viteza de 1,8-2,2 m/sec, au condus la urmatoarele concluzii:
- continutul final al sulfului in fonta a variat intre 0,002-0,009%, in medie-0,006%; gradul de desulfurare-71,9%; consumul de magneziu-0,272 kg/t;
- experientele au fost efectuate pe cantitati de 95-120 t;
- intensitatea degajarilor de praf si gaze -8,3-11,0g/sec.
Pentru marirea continutului de magneziu in incarcatura sarmei (de ex.pana la 17%) se poate introduce span de magneziu. Desulfurarea poate fi realizata si in cazul turnatoriilor de fonta. Asa cum rezulta din datele lui A.M. Zborscik s.a (MLU, nr.l-2/2000, p.15) utilizarea procedeului cu sarma (viteza de introducere - 0,4…0,5 m/s; cantitatea de fonta-0,5 t; consum de sarma - 10 kg/t) poate realiza un grad de desulfurare de pana la 73%. Pot fi obtinute usor continuturi de 0,008 %S, pentru temperaturi ale fontei de 1300-1350°C.
Modificarea otelului.
Standardele din ultimul timp prevad continuturi scazute ale unor elemente in otel: sulf - 0,001%; oxigen-0,0012%; fosfor-0,008%; azot-0,004%; hidrogen-0,00025%. A aparut notiunea de "otel pur" (clean steel) in care continutul de incluziuni nemetalice este foarte mic. Aceste oteluri nu pot fi obtinute fara folosirea tratamentelor metalurgice in afara agregatelor de elaborare propriu-zise (v.art. Diudkin D.A. MLU, nr.l-2/2000, p.5).
Pana in prezent, in majoritatea cazurilor otelul este dezoxidat cu aluminiu, element cu capacitate mare de dezoxidare si, in acelasi timp, un bun modificator, intrucat favorizeaza micsorarea dimensiunilor grauntilor (deci plasticitate si tenacitate mai mare a otelului).
Insa produsul de dezoxidare Al2O3, conduce la micsorarea fluiditatii si a suprafetelor diametrului canalelor de scurgere prin colmatare. Incluziunile de Al2O3 sunt sub forma de incluziuni cu muchii ascutite si joaca rolul de concentratori de tensiune (influenta negativa mare mai ales in cazul otelurilor exploatate la temperaturi scazute si supuse la solicitari ridicate bruste (ca de exemplu sortimentele de oteluri pentru cale ferata).
Experienta acumulata in ultimii ani demonstreaza convingator rolul benefic al modificarii otelului, in prealabil dezoxidat cu aluminiu, cu prealiaje pe baza de calciu, introduse sub forma de sarma: micsorarea continutului de oxigen si de sulf, transformarea Al2O3 in aluminati de calciu in stare lichida (deci incluziuni cu forma sferica), micsorarea cantitatii de incluziuni nemetalice de 1,5-2,0 ori. Problema devine complexa mai ales prin faptul ca, datorita tehnologiilor imperfecte de dezoxidare a otelului, continutul de aluminiu total in aceleasi marci de oteluri variaza in limitele 0,008-0,075%.
Se stie insa ca la continuturi ridicate de aluminiu pot avea loc urmatoarele fenomene: franarea reactiei de transformare a Al2O3 in aluminati de calciu; cresterea continutului de aluminiu in acestia; aparitia de aluminati solizi; intensificarea proceselor de oxidare secundare a otelului in timpul turnarii; formare de Al2O3 la racirea si solidificarea otelului. Se cunoaste de asemenea influenta aluminiului asupra formei sulfurilor: in functie de continutul de aluminiu se formeaza fie separari eutectice (repartizate la limita grauntilor), fie incluziuni MnS, cu muchii ascutite, care se separa din faza lichida (la continuturi mari de aluminiu). In functie de continutul de aluminiu mai ridicat pot sa apara incluziuni de CaS (solide), la fel de periculoase pentru otel ca si incluziunile de Al2O3, Din acest motiv se impune un continut mai scazut de aluminiu remanent pentru favorizarea formarii CaO, care in sistemul Al2O3-CaO, in proportii de 40-60% conduce la formarea de incluziuni lichide (aluminati de calciu lichizi).
Folosirea sarmei cu continut de calciu determina o desulfurare de 18-40% a otelului si o micsorare cu 40-60% a continutului incluziunilor de oxisulfuri; asimilarea calciului este de 15-20%. La continuturi de oxigen de 44 ppm in otel, este suficient sa fie introdusa in otel o cantitate de 0,35-0,5 kg silicocalciu/t. La un raport Ca/S = 0,8-1,2 se constata o schimbare evidenta a structurii lingoului (piesei turnate), micsorarea zonei cu cristalite columnare si cresterea suprafetei zonei cu cristalite echiaxiale (v.art. KisilenkoV.V. MLU, nr.l-2/2000, p.17).
Pentru modificarea otelului cu calciu se utilizeaza CaSi (cu 15,20 si 30% Ca). Calciul metalic are temperatura de topire - 85l°C, iar cea de vaporizare-1492°C; in otel reactia principala se desfasoara la limita dintre bulele de calciu vapori si metalul lichid.
Presiunea vaporilor de calciu poate fi determinata de formula:
lg PCa = - 8082 / T + 4,606 (4)
in care T este temperatura, K; PCa presiunea vaporilor de Ca, at.
Adancimea la care trebuie introdusa sarma astfel ca sa inceapa procesul de vaporizare a calciului se determina cu formula:
h = (PCa- P0) /rFe · g (5)
unde h este adancimea coloanei de otel, m; PCa = presiunea vaporilor de calciu, Pa; P0 = presiunea atmosferica (10130 Pa); rFe = densitatea otelului lichid, kg/m3; g - acceleratia gravitationala (9,81m/s).
Cu cat creste temperatura otelului, cu atat adancimea de introducere a sarmei este mai mare si deci o mai mare cantitate din coloana de otel vine in contact cu vaporii de calciu.
Viteza de introducere a sarmei se poate determina cu formula:
V = K · H · (0,99 + 170 ·d) / (1730 - T) , m/s. (6)
unde H este inaltimea stratului de otel lichid, m; d= grosimea peretelui tubului, mm; T=temperatura otelului lichid,°C; K =coeficient care tine seama de variatia temperaturii tubului in timpul patrunderii in baia metalica; K = 95-105 grade/m.s.
Este prezentata linia de echilibru intre temperatura otelului si inaltimea stratului de otel lichid in care s-a introdus sarma (adancimea de introducere), precum si corelatia dintre viteza de introducere a sarmei si temperatura otelului.
In unele cazuri (de ex. otelurile cu continut scazut de siliciu) se utilizeaza sarma care contine aluminiu granulat si calciu, in raport de 60-40%, procente masice. Spre deosebire de SiCa, care are temperatura de topire de 1200°C, calciul pur are temperatura de topire de 851°C, iar cea de vaporizare - 1492°C; aluminiul - 657°C, respectiv - 2500°C. Temperatura aliajului AlCa (60/40) care se formeaza pana la momentul topirii tubului (invelisului) este de 1079°C.
Se formeaza compusii de tip CaAl2, care pot asigura un grad mai ridicat de asimilare a calciului in otel. Pentru modificarera otelului se folosesc incarcaturi de 122g/m, deci 73g/m aluminiu si 49g/m calciu (v.art. B.P.Onisciuk, MLU, nr.l-2/2000, p.20); prin tratarea olelului cu calciu (sub forma de SiCa) se schimba compozitia produselor de dezoxidare, in sensul ca nu se mai formeaza - A12O3.
Pentru corectarea continutului de carbon din otel, incarcatura sarmei poate fi constituita numai din material carbonic, in care caz gradul de asimilare a carbonului variaza intre 99 si 100%.
De asemenea incarcatura sarmei pentru tratarea otelului poate fi constituita din sulf curat, cu temperatura de topire 113°C, cea de vaporizare 444,6°C; presiunea vaporilor de sulf in otel este mai mare decat cea a vaporilor de calciu. Sulful pur are insa o solubilitate foarte mare in otelul lichid si desi are o temperatura mica de vaporizare, el se dizolva imediat in otel. Gradul de asimilare a sulfului este de 76%; otelurile cu continut de sulf mai ridicat (0,015-0,040%) poseda o prelucrabilitate mecanica mare.
Procedeul de tratare a otelului prin introducerea sarmei/tubului cu incarcatura de elemente active asigura o dozare precisa a feroaliajelor, obtinerea unui continut precis al elementelor. Prin acest procedeu se poate introduce pentru microaliere FeV(V = 80%), (FeNb, Nb = 65%); FeTi(Ti = 50%).
M.L Hutorianski ( v. MLU, nr.l-2/2000, p.40) calculeaza porozitatea diferitelor incarcaturi pentru tuburi, precum si greutatea lor pe 1 m liniar de sarma.
Porozitatea (P0) a fost determinata cu formula: P0 = (1- ra / rr) ·100 , % (7)
in care: ra = densitatea aparenta a pulberii ; rr = densitatea reala, determinata cu ajutorul picnometrului.
Cuptoare rotative cu arzatoare oxi-gaz.
Corradini G. si colaboratorii [in 64 CMF, referat I45] prezinta experienla turnatoriei firmei Gervasoni care are in exploatare de mai multi ani un cuptor rotativ cu capacitatea de 15 t si arzator cu oxi-gaz metan folosit pentru elaborarea fontei destinate nodulizarii grafitului. Capacitatea arzatorului este de max. 500 m3/h metan si 1200 m3/h oxigen. Cuptorul are 6 m lungime, diametrul 1900 mm; grosimea captuselii -380 mm. Cuptorul este prevazut cu un sistem de aspiratie a gazelor, de colectare a prafului. Introducerea componentelor incarcaturii se realizeaza in pozitia verticala a cuptorului, prin gura corespunzatoare arzatorului, care poate fi rabatat (orificiul are diametrul de 840 mm, mai mare decat cel de evacuare a gazelor de 700 mm).
Se utilizeaza o flacara oxidanta (oxigen/metan - 2 la inceput, dupa o ora - 2,95 si 3,9 cand baia metalica este acoperita cu zgura, iar la sfarsitul perioadei de elaborare - 2,6). Oxigenul in fonta este in cantitate de
50 ppm. Captuseala cuptorului este acida (nisip + 4,5 % A1203 + 4-5% apa).
Sinterizarea se face conform unui regim de incalzire special. Zgura finala este acida: SiO2=60%; FeO=23%; MnO=12-14%; Al2O3= 4,5%; CaO=3%; MgO=0,80%, C=2,10%. Durata de elaborare a unei sarje de 15t este de 2h. Modificarea grafitizanta se face cu prealiaj: 70-75%Si; 3-4%Al; 1%Ca, iar cea nodulizanta cu prealiaj cu compozitia: 46%Si; 0,5%Al; 1,7%Ca; 5-7% mg, 0,8% EPR.
Folosirea deseurilor de table zincate in incarcatura cuptoarelor de inductie. Constructorii de automobile folosesc din ce in ce mai mult table electrozincate sau galvanizate pentru fabricarea caroseriilor. Din datele publicate de J.Ch.Tissier si colaboratorii [in 64 CMF, referat F39] reiese ca din cele 6,5 milioane de tone de tabla utilizate in industria de automobile, cca. 90% este protejata contra coroziunii. Deseurile sunt de cca. 25%, deci numai de la industria de automobile europeana rezulta anual o cantitate de 1,5 mil. tone tabla zincata.
Zincul se evapora la 911°C, se oxideaza in contact cu aerul si in acest mod are loc un proces de poluare a aerului. Din acest motiv utilizarea in incarcatura a deseurilor de tabla zincata ridica probleme serioase pentru turnatoriile de fonta cu cuptoare de inductie, cu atat mai mult cu cat are loc o crestere a continutului de zinc in fonta. In afara de aceasta, vaporii de zinc difuzeaza in captuseala cuptoarelor si pot determina scurtcircuite.
In prezent sunt trei solutii de recuperare a zincului: a) procedeul pirometalurgic (incalzirea deseurilor de table intre 400 si 800°C, la presiune de 10 Pa , dar cu eficienta limitata, 25% din zinc ramanand in tabla); b) procedeul hidrometalurgic (atacul tablelor in medii acide sau bazice cu pH = 4-9, dupa care zincul este recuperat prin electroliza); c) procedeul de topire sub vid (procedeu elaborat la Scoala Centrala din Lille).
Procedeul pirometalurgic este costisitor si putin performant. Procedeul hidrometalurgic este de asemenea costisitor; pretul tablelor dupa dezincare este practic egal cu cel al tablelor noi, nezincate. In cazul procedeului de topire in vid, gazele sunt captate in timpul elaborarii, zincul rezidual este extras din fonta lichida in decurs de opt minute si este recuperat sub forma de ZnO, care este apoi valorificat. Se preztinta cinetica procesului de dezincare a fontei la 1450°C in functie de presiunea impusa (500, 250, 180 si 50 mb).
Se prezinta schema unui cuptor de 750 kg prevazut cu instalatia pentru captarea vaporilor si oxizilor de zinc, precum si variatia continutului de zine in fonta lichida. Cea mai mare cantitate de zinc este eliminata in primele trei minute. Procedeul asigura o extractie totala a zincului in perioada de supraincalzire a fontei (de la 1350 la 1500°C), fara ca productivitatea cuptorului sa se micsoreze. Fonta obtinuta poate fi modificata in vederea obtinerii grafitului nodular. Pentru vidare sunt folosite pompele clasice.
Transformarea vaporilor de zinc in ZnO solid determina micsorarea instantanee a volumului gazelor desupra baii metalice, fapt care conduce la cresterea eficienlei procedeului (pompare chimica). Produsele de zinc rezultate sunt de inalta calitate (peste 96% ZnO), sub forma de pudra, destinata industriei cauciucului si fabricarii vopselelor pentru pictura. Procedeul nu duce la formarea de alte subproduse.
Oteluri turnate aliate cu azot.
Datele publicate de J.M.Masson [in 64 CMF, referat F31] pun in evidenta faptul ca azotul a devenit in prezent un element de aliere de prima importanta. In ultimii ani productia otelurilor aliate cu azot a cunoscut o dezvoltare spectaculoasa, mai ales in cazul otelurilor inoxodabile austenitice si austenito-feritice, otelurilor pentru scule si cel al otelurilor martensitice cu crom.
In cazul otelurilor austenitice, proportia de ferita poate fi determinata cu ajutorul analizei valorii Nie (nichel echivalent), care indica faptul ca azotul poate inlocui nichelul in raport 20/1 si carbonul in raport cu 26/30.
Adaosul de 0,01% N micsoreaza proportia de ferita cu 0,5%. Pentru otelurile austenito-feritice (duplex) se foloseste diagrama elaborata de Institutul Regal Suedez de Tehnologie. Se stie ca alierea cu azot intarzie precipitarea fazei sigma in otelurile superdure si superaustenitice, precum si a carburilor, deci mareste rezistenta la coroziune intergranulara. De asemenea, azotul micsoreaza temperatura de transformare a austenitei in cazul otelurilor inoxidabile clasice (l8Cr-8Ni), ceea ce reprezinta un efect deosebit de important pentru otelurile amagnetice (criogenice).
In otelurile martensitice (de tip 12%Cr-Mo) inlocuirea partiala a carbonului cu azot determina precipitarea nitrurilor de crom si finisarea structurii (micsorarea dimensiunilor grauntilor) si, ca urmare, ameliorarea caracteristicilor mecanice la cald (pana la cca.600°C): fluajul, rezistenta la tractiune, tenacitatea. Aceste proprietati sunt foarte importante pentru piesele destinate industriei energetice: palete de turbine, elemente ale reactoarelor nucleare etc. In cazul otelurilor ferito-perlitice azotul determina finisarea structurii (v. formarea nitrurilor si nitrurilor fin dispersate). Azotul figureaza printre elementele cele mai eficiente in ceea ce priveste marirea limitei de elasticitate, formeaza solutii solide de interstitii si creeaza dipoli elastici si interactioneaza puternic cu dislocatiile; de aici rezulta efectul mare de durcisare.
Efectul azotului pentru diferite tipuri de oteluri este urmatorul:
- la otelurile clasice de tip 18%Cr-8%Ni (de ex. GX4CrNiMol8-11), cresterea continutului de azot cu 0,01% determina marirea limitei de elasticitate cu 10 MPa
- la otelurile austenitice Cr-Ni-Mn (de ex.C-0,07%; Cr 16-19%; Ni 6-8%; Mn 6-10% si N 0,2%) - azotul amelioreaza rezistenta la coroziune si valoarea carac-teristicilor mecanice (RP = 320 MPa, Rt, = 620 MPa). Marcile noi de otel (de ex. GX2CrNiMo22-16-5) contin 0,45% N si poseda foarte bune proprietati amagnetice si de rezistenta la coroziune (apa de mare);
- pentru otelurile tip Cr-Mn (doua familii: 1- tip GXCrMnNl8-22 si 2- tip GXCrMnl8-18), alierea cu azot (N = 1%) conduce la marirea de 30 de ori a rezistentei la cavitatie (vane, pompe, racorduri) in comparatie cu otelurile de tip GXl2CrNiTil8-10 folosite odinioara. De asemenea, pentru elicele de vapoare alierea cu N = 0,6%, determina o durata de functionare de trei ori mai mare decat cea a bronzurilor. Tot in aceasta familie pot fi mentionate otelurile pentru proteze osoase si dentare (tip l8Cr-8Mn si N = 0,3-0,6%). Otelul GX7CrMnNl8-18, N = 0,5%), cu proprietati amagnetice este utilizat pe scara larga pentru echipamente de centrale electrice;
- la otelurile inoxidabile superaustenitice (de tip GX 2NiCrMo cu continutul celor trei elemente de baza: 26-20-2; 30-20-4; 25-20-5; 29-25-5; 25-20-6; 18-8 si uneori slab aliate cu crom si wolfram), alierea cu 0,12-0,25% azot se foloseste in principal pentru limitarea proportiei de ferita si pentru marirea valorii caracteristicilor mecanice;
- pentru otelurile inoxidabile austenito-feritice (de tip GX2CrNiMo in raport de 26-7; 22-5-3; 7-3 etc) alierea cu 0,12-0,25% N franeaza aparitia fazei sigma si determina marirea valorilor caracteristicilor mecanice;
- otelurile martensitice aliate cu peste 0,1% azot poseda proprietati alternative foarte apreciate. Astfel, otelurile pentru echipamente energetice (12%Cr), pentru utilaje (5%Cr) sau pentru matrite folosite in industria de materiale plastice (12%Cr) sunt caracterizate printr-o rezistenta mai mare la cald si coroziune;
- otelurile rezistente la coroziune , care pot fi impartite in trei clase: otelurile inoxidabile austenitice si cele superaustenitice, precum si cele martensitice, alierea cu azot mareste tendinta de pasivare (franeaza precipitarea de carburi grosolane de tip M23C6, M7C3 prin aparitia de nitruri MN sau carbonitruri M2(CN) fine);
- oteluri rezistente la uzura de tip pitting (piqures), de tip austenitice sau care lucreaza in medii de cloruri. La aceste oteluri indicele de tip pitting (coroziune sub forma de pori PRE = Cr% + 3,3Mo% + 0,5W% + 30N%) arata ca valoarea coeficientului pentru azot este de 30 (uneori de 50 ori) mai mare decat cel al cromului;
- oteluri rezistente la coroziune de fisurare pot fi caracterizate prin susceptibilitatea la coroziune exprimata cu ajutorul indicelui CI; CI = Cr% + 3,5Mo% + 2,5W% + 20N%
- oteluri rezistente la coroziune in conditii de tensiune (austenitice, superaustenitice) aliate cu azot (sub 0,4%) prezinta cresterea valorii tensiunilor limita in comparatie cu limita de elasticitate.
Instalatie pentru racirea nisipului.
J.Rixen; director general al firmei Webac GmbH, Euskirchen, Germania [in CPT 2000, Nr.4, p 4-5] arata ca a fost fabricata o instalatie de racire a nisipului utilizat, inainte ca acesta sa fie introdus in agregatul de amestecare tip WAC. Functionarea instalatiei determina procesele de activare a argilei prin marirea continutului de apa, compenseaza pierderile de bentonita, introduce componenta carbonica si portia de nisip nou, corecteaza valoarea umiditatii; instalatia poate fi folosita atat pentru liniile de formare cu rame, cat si pentru cele fara rame.
In articolul publicat de Drews B. de la cunoascuta firma Gustav Eirich GmbH, [in CPT 1999, Nr.2, p.28-36] se prezinta procedeul de preparare a amestecurilor de formare folosind operatiile de racire si vidare.
Avantajele procedeului (cunoscut sub numele de Evactherm) in comparatie cu sistemul conventional care foloseste racirea cu aer: activarea spontana a capacitatii de liere a bentonitei datorita atmosferei de vapori in conditiile climaterice si de fluctuatie a parametrilor nisipului; controlul mai bun al operatiei de preparare a nisipului in conditiile de temperatura constanta; optimizarea consumului de energie si micsorarea consumului acesteia datorita utilizarii unui sistem singular pentru doua linii alternative de preparare; marirea mai putin accentuata a continutului de sodiu si calciu in nisip ca urmare a controlului apei de racire in circuit; dimensiunile mai mici ale colectorului de praf (cu 50%); compatibilitatea mai mare din punct de vedere ecologic; consumul mai mic de substante aditive datorita continutului mai mic de praf si sare; compactitate si flexibilitate mare a statiei; costuri mai mici de exploatare.
Se prezinta schematic sistemul de amestecare in conditii de vidare si procedeul de racire, care consta din: amestecator cu racire; condensator; schimbator de caldura pentru apa condensata; pompa cu inel de apa; un turn suplimentar de racire in cazul in care apa de racire nu este corespunzatoare pentru schimbatorul de caldura. La depresiune de cca. 0,1 bari apa se evapora incepand cu temperatura de 40°C. Valoarea punctului de evaporare a apei se poate dirija prin alegerea corespunzatoare a depresiunii si deci poate fi controlata exact temperatura nisipului in amestecator.
Vopsele pentru forme destinate turnarii otelurilor inoxidabile.
Otelurile inoxidabile au un continut scazut de carbon (0,03%, uneori 0,025% la otelurile superaustenitice). Rasinile folosite ca lianti pot determina cresterea continutului de carbon din oteluri in urma desfasurarii reactiilor:
2CO --> CO2 + C; CO --> C + 0,5O2;
CH --> C + 2H2 (8)
Descompunerea rasinilor, ca si a catalizatorilor, determina degajarea gazelor care contin hidrogen, azot, sulf si fosfor [J.Y.Lejeune, in 64 CMF, ref 30]. Se prezinta produsele de descompunere a rasinilor poliuretanice si furanice la folosirea lor in cutii calde, precum si continutul de azot (ppm) determinat pe probe de 10 mm in stare brut turnata in cazul a trei tipuri de amestecuri, la diferite distante de la suprafata probelor. Rezulta ca prin descompunerea rasinilor pot avea loc procese de recarburare, renitrurare, resulfurare (v. tab. 5.3), la distante diferite pe grosimea peretilor piesei (probei) turnate.
CTIF (Centre Tehnique des Industries de la Fonderie - Sevres, Franta) a elaborat o vopsea (denumire comerciala Nocarb) care a fost experimentata la diferite tipuri de forme: amestec de nisip silicios si liant poliuretan; nisip cromit + poliuretan; nisip + furan; otelurile turnate - inalt aliate, tip NiCrMo (25--20-4) cu carbon scazut (0,015%). Vopseaua Nocarb este oxidanta si deci determina oxidarea elementelor: carbon, sulf si azot si deci blocarea proceselor de difuzie a acestora in otel. Vopseaua mentionata (nu se indica compozitia) constituie subiectul unui brevet si este comercializata de firma Ashland-Avebane.
Reducerea continutului de carbon lucios la procedeul "Lost Foam".
Se stie ca la procedeul de turnare in forme cu modele gazificabile (lost foam) se formeaza carbon lucios (pirocarbon) ca urmare a procesului de piroliza a hidrocarburilor provenite prin descompunerea modelelor de polistiren.
Conform datelor publicate de Tarantola B. si Didier A. (v. Lucrarile celui de al 64-lea Congres Inter. de Turnatorie, referat F30), caracteristicile de degradare termica a modelelor din polistiren expandat sunt: temperatura de tranzitie vitroasa 80-100°C; temperatura de distrugere 110-120°C; punctul de inmuiere a granulelor-160°C; temperatura de inceput de vaporizare 400-420°C; temperatura de sfarsit de vaporizare 460-500°C; caldura de polimerizare-648 J/g; viteza de vaporizare la 750°C-0,077 g/s cm2; iar la 1300°C - 0,018 g/s.cm2. In vederea micsorarii cantitatii de carbune lucios (pirocarbon) se foloseste adaosul de polimetacilat de metil, agent oxidant (denumire comerciala Styrothane), in proportie de 5-30%. In cazul acestor modele din polistiren + styrothane, cantitatea de carbon lucios scade de la 7,70% la 4,80% (pentru 30% styrothane). Acest tip de agent favorizeaza oxidarea carbonului si hidrogenului si deci franarea procesului de piroliza. Caracteristicile fizico-chimice ale styrothan-ului sunt practic identice cu cele ale polistirenului.
Noutati in domeniul pieselor turnate din aliaje de aluminiu si magneziu.
Brungs si Mertz.A. [in CPT 2000, Nr.4, p.8-17] scot in evidenta faptul ca in Germania 70% din piesele din aluminiu se obtin prin procedeul turnarii sub presiune, 16% gravitational in forme metalice si 14% in forme temporare. Destinatia piselor este urmatoarea: 33% - corpuri pentru cuplaje; 20% - blocuri de cilindru, chiulase; 6% - sasiuri; 10% componente pentru trasnsmisie; 10% - robinete, etc. In anul 2005 productia componentelor turnate din aliaje de aluminiu creste cu 12%.
In ceea ce priveste productia de piese turnate pentru automobile aceasta va fi de cca. 90.000 t, fata de 45.000 t in anul 1997. In tabelul 3 sunt prezentati principalii beneficiari de piese turnate din aliaje de magneziu pentru automobile in anul 1977.
|
FIRMA |
tptb |
|
Ford |
17500 |
|
General Motors |
9400 |
|
Chrysler |
7050 |
|
Toyota |
4200 |
|
Mercedes |
2700 |
|
Audi |
1600 |
|
BMW |
700 |
|
Fiat |
500 |
|
Porche |
250 |
|
TOTAL |
45150 |
Tehnologie de turnare de precizie.
A.A.Strin-cenko si V.I.Ulsin [In: PL, 2000, Nr.l, p.42-49] propun o tehnologie mai economica de producere a poansoanelor destinate matritarii la rece a impingatoarelor motoarelor (de tip pahar). In prezent aceste piese se obtin prin prelucrare mecanica, in care caz se inregistreaza un randament (scoatere) doar de 30%. Se utilizeaza otel aliat tip W6Mo5Ni. Au fost experimentate trei tipuri de forme:
- forme monobloc (v. fig. 3a); amestecul de formare este de tip ceramic (amestec suspensie cu solutie de etilsilicat hidrolizat). Suspensia este turnata in interstitiul dintre model si rama; (in fig. 3a: l-rama; 2-maselotiera; 3-cavitatea tehnologica; 4-suspensie ceramica);
- forme compozite (v. fig. 3b) constituite dintr-o coaja ceramica si un strat de sprijin din amestec normal. In fig. 3b: 5-maselotiera din nisip de zircon cu silicat etil; 7-strat de sprijin din amestec de samota si silicat de sodiu);
- forme cu proprietati termofizice diferentiate (v. fig. 3c in care: l-cochila cu plan de separatie; 2-cavitatea tehnologica a formei; 3-cavitatea maselotei; 4-greu-tate; 5-maselotiera ceramica; 6-rama cilindrica; 7-inel cu conicitate; 8-inel de sprijin; 9-fundul ramei cilin-drice. Inelul 7 realizeaza asamblarea semicochilelor 1).
 Folosind
formele cu proprietati termofizice, pot fi obtinute piese cu structura
fina, fara segregatii si proprietati finale (dupa tratament termic) cu
valori ridicate.
Folosind
formele cu proprietati termofizice, pot fi obtinute piese cu structura
fina, fara segregatii si proprietati finale (dupa tratament termic) cu
valori ridicate.
Fig. 3. a- b-c- Forme monobloc, compozite, cu proprietati termofizice diferentiate.
Pareri privind mecanismul modificarii grafitizante.
Modificarea fontelor (Fgn si Fgl) cu FeSi determina marirea numarului separarilor de grafit (celulelor eutectice), micsorarea gradului de subracire la cristalizare eutectica, cresterea cantitatii de grafit. Se considera ca siliciul si FeSi pur nu poseda efect grafitizant, ci continutul elementelor de tip aluminiu, calciu si altele, care se gasese in compozitia acestora. Experientele de laborator efectuate de L.Z.Pisarenko [LP, 2000, Nr. 5, p.24] vin sa demonstreze ca elementul siliciu este un modificator grafitizant. Se mareste activitatea carbonului in fonta lichida si ca urmare, este favorizata formarea centrilor de grafitizare. La introducerea siliciului apar in fonta microvolume imbogatite cu carbon, care favorizeaza germinarea grafitului. La mentinerea fontei modificate in stare lichida inainte de turnare, numarul de microvolume bogate in carbon se micsoreaza si efectul modificator dispare. In aceasta perioada se micsoreaza si numarul germenilor de grafit (prin flotare, coagulare).
Desigur prezenta aluminiului si cuprului in FeSi intensifica procesul de modificare grafitizanta intrucat acestea sunt elemente modificatoare, si determina aparitia fluctuatiilor atomilor de carbon (a micro-volumelor bogate in carbon si a compusilor chimici cu oxigenul si sulful din fonta, care pot juca rol de suporti de formare a nucleelor de germinare).
Pentru demonstratie au fost utilizate adaosurile: siliciu metalic pur, siliciu de tip semiconductor si FeSi industrial; Compozitia modifcatorilor este indicata in tabelul 4.
Tabelul 4
|
Modificatorul |
Si |
Al |
Ca |
Fe |
|
Si metalic |
98 |
0,8 |
0,5 |
0,7 |
|
Si (semiconductor) |
100 |
- |
- |
- |
|
FeSi75* |
76 |
1,3 |
1,0 |
21 |
Se prezinta influenta adaosului de modificator asupra numarului de celule eutectice si a adancimii de albire a fontei: 1-semiconductor; 2-Si metalic; 3-FeSi. Rezultatele prezentate sunt de natura sa combata ideea predominanta a importantei rolului calciului si aluminiului din feroaliajele de FeSi. Aceste elemente intensifica putin efectul modificator, dar nu sunt hotaratoare. Se mai poate trage concluzia ca compusii formati de aceste doua elemente, calciu si aluminiu, precum si altele cu oxigenul, sulful si azotul din fontele lichide, pot juca rol de suporti, dar nu au infIuenta hotaratoare. Rolul principal, mecanismul de baza, il constituie microomogenitatea chimica (aparitia microgruparilor bogate in carbon), care provoaca germinarea grafitului.
Prof. Taran Iu.N. si colaboratorii [PL 2000, Nr.2, p.76-81] au cercetat mecanismul procesului de modificare grafitizanta in fontele tratate cu Mg. S-a pus problema identificarii rolului calciului, bariului, aluminiului si altor elemente din FeSi. Pentru experimentari in ceea ce priveste modificarea grafitizanta (dupa tratarea fontei cu magneziul) au fost folosite doua tipuri de FeSi: a) primul FeSi pur (siliciu metalic 99,5 % Si + praf de carburi de fier) microaliat cu calciu si aluminiu si elaborat in vid, cu compozitia finala a FeSi: 75,80% Si; 0,57% Ca; 1,63% Al, in rest Fe; b) al doilea tip de FeSi, cu aceeasi compozitie, insa elaborat in atmosfera. Primul tip de FeSi a continut 1,10%O (extras la temperatura de 800-1100°C), deci oxigen adsorbit la suprafata probelor si 2,10%O (extras in intervalul 1200-1700°C), deci oxigen dizolvat sau provenit din oxizi. Al doilea tip de FeSi a degajat 70,104%O (in intervalul 800-1100°C) deci legat la suprafata probelor solide si 3,10t%O2 si respectiv 4,10%O extras din lichid prin reducerea SiO2 si a Al2O3, la temperaturi de 1300-1500°C si respectiv de 1600-1700°C; deci al doilea tip de FeSi a avut un continut mult mai mare de oxigen.
Elaborarea, modificarea grafitizanta si turnarea fontei tratate cu magneziu au fost efectuate in atmosfera de argon. Cercetarile efectuate pe baza unor metode foarte precise (descrise in articol) au condus la concluzia ca separarile nodulare de grafit din fonta (3,69%C; 2,28%Si; 0,048% Mn; 0,01%P; 0,023% S; 0,0044%O), tratata cu trealiaj de Ni-Mg, nu contin magneziu si oxigen. In structura fontei cu grafit nodular au fost identificati compusi de tip MgS, Mg0 si Mg3Nz, distribuiti la limrta gauntilor. Nu au fost identificati compusi de tip Mg2Si.
Calciul practic a fost absent in cementita si a fost gasit sub forma de compusi de tip CaO, CaS si Ca3N2 repartizati la limita dintre austenita si cementita, adica in zonele in care masa metalica este mai putin compacta. Aluminiul s-a gasit practic in totalitate in austenita (in cementita continutul a fost nesemnificativ - 0,017-0,021 %).
Modifcarea grafitizanta (inocularea) realizata cu Fe-Si-Ca-A1 (0,6% din masa), cu continut mic de oxigen, a determinat o oarecare crestere a numarului de nodule de grafit si micsorarea proportiei de ledeburita. Continutul de oxigen si de rnagneziu in fonta dupa o astfel de modificare a ramas neschimbat. Nodulele de grafit nu contin oxigen si magneziu.
Modificarea grafitizanta cu cel de al doilea tip de FeSi (cu continut mai ridicat de oxigen) a condus la o oarecare micsorare a numarului separarilor de grafit si la aparitia unor forme degenerate ale acestora.
Continutul de oxigen in separarile mai compacte de grafit este de 0,0081% atomi, iar in partile lamelare de 1,98-2,08% atomi. Continutul de oxigen in fonta a crescut pana la 0,0085% si in acelasi timp a crescut si cantitatea de compusi MgO, repartizati de regula intre limitele grauntilor (zone cu compactitate mai mica). In structura masei metalice de baza sunt prezenti compusi de tip MgS, MgO, MgOSiO2; Mg3N2 si A12O3. Concluzia este ca oxigenul influenteaza mecanismul de crestere prin dislocatii pe seama adsorbtiei directe pe suprafata cristalelor in curs de crestere. Asadar, modificatorii cu continut mai mare de oxigen au o influenta negativa asupra compactitatii separarilor de grafit.
Eliminarea gazelor din forme si miezuri. Intr-un articol publicat de Saponelov Iu.P.Hudokormov D.H. [in LP 1999, Nr.3, p.27] si colectivul, se analizeaza posibilitatile indepartarii gazelor care se degaja in timpul operatiilor de miezuire in cutii calde. Dintre acestea, cca 70-76% rezulta la intarirea amestecurilor in cutiile de miez, 4-6% la extragerea miezurilor si 18-26% in timpul racirii lor. Din acest motiv se utilizeaza un sistem de extragere a gazelor prin depresurizarea miezurilor din cutiile calde.
Fig.4 Schema sistemului de extragere si captare a gazelor.
In figura 4 se prezinta schema sistemului de extragere si captare a gazelor in care: 1-cutie de miez; 2-furtun flexibil rezistent la caldura; 3-robinet; 4-camera pentru depunerea nisipului; 5-robinet; 6-schimbator de caldura -condensator; 7-rotametru; 8-conducta de vidare; 9-robinet de curgere; 10-manometru; 11-vas tampon; 12-pompa de vid; 13-camera de acumulare-condensare; 14-pompa cu roti dintate (cu angrenaj); 15-manometru; A-aer din atmosfera; B-aer purificat; C-apa tehnologica de recirculare; D-eliminarea condensului; E-aer comprimat. Condensul este supus procesului de regenerare biologica.
Sistemul prezentat, care este verificat in industrie, prezinta urmatoarele particula-ritati: localizarera degajarilor de gaze in zonele de intarire a amestecurilor (97-99%); extragerea intensa a gazelor (2-5 m3/h pentru l kg de amestec de miez); ocupa o suprafata relativ mica (30-40 m2); foloseste un consum suplimentar de energie (3-18 Kw); cheltuielile de investitii: 3-4% din costul masinilor de miezuire. Cantitatea de condens (solutie apoasa de fenoL, formaldehida, metanol, amoniac, alcool furfurilic) rezultata este de ordinul a 2% din consumul de rasina. De mentionat ca instalatiile de ventilare locala folosite in prezent au un randament scazut (40-60%). Folosiroa sistemului de extragere cu pompeie de vid a gazelor nocive duce la micsorarea de 100 ori a volumului necesar pentru purificarea lor (situatia prezenta).
Procedeul Isocure.
Weicker G. si Sander F. intr-un alt articol [in CPT, 2000, Nr.3, p.4-7] mentioneaza faptul ca procedeul Isocure, inventat de Ashlarzd Speciality Chemical Company, revolutioneaza procesele obisnuite de fabricare a miezurilor. Scopul final al cercetariior a avut in vedere reducerea degajarilor de gaze nocive in timpul producerii miezurilor si al turnarii, precum si cea a continutului de carbon lucios. De asemenea, a fost elaborat inca un procedeu, tip Ecocure, care asigura o calitate mai buna a amestecurilor. Sunt prezentate comparativ degajarile de BT'X (benzen, toluen, xilen) la procedeul Isocure 300/600 si Ecocure 30/60, de unde rezulta avantajele celui din urma.
Generatia noua de amestecuri de formare si miezuire tip cold box pentru aliaje neferoase.
Procedeul este utilizat de mai bine 30 de ani. In prezent acest procedeu ocupa 48% din total; in rest: 8%- Hot-box, 5%-cutii semicalde, 8,0%-Croning, 5%-Epoxi-SO2, 7%-Resol + CO2, 3%-metil formiat, 8%- silicat de sodiu + CO2, 8%-altele [v.art. Weicker G.In: GE, 2000, Nr.11, p. 531-536]. Dezvoltarea productiei de piese turnate din aliaje neferoase (mai ales in forme metalice) ridica probleme complexe legate de degajarea gazelor la turnare. Din acest motiv au fost produsi noi lianti din seria noua (Ecocure denumirea comerciala), care asigura obtinerea unor amestecuri cu proprietati mecanice ridicate si in acelasi timp, degajari mai mici de gaze nocive (benzol, toluol, xilen) BTX.
Poluarea biosferei.
Blohina O.I. si Terescenkov V P (in LP 1997, Nr.S, p.64] arata ca biosfera (atmosfera, solul si apele freatice) sunt periclitate de deseurile rezultate in turnatorii: solide, lichide, particulele in suspensie de gaze si gazele propriu zise. Deseurile solide provin la operatiile de prepararea amestecurilor cu argila folosite; amestecurile de formare si miezuire cu rasini; nisipul cuartos; tunder; resturi de miezuri; argila refractara; Deseurile lichide: slamurile de la instalatiile locale de depozitare a apelor de evacuare si de la curatirea gazelor de praf; deseurile sectoarelor de galvanizare, termice si de vopsire, care, contin solutii de saruri acide si alcaline, precum si hidroxizi ai metalelor grele; apele fenolice; dizolvanti; produse petrolifere lichide, care nu pot fi recuperate: benzina, motorina, petrol lampant. Din aceste deseuri se folosesc in prezent in cantitati mici doar zgurile. Amestecurile de formare recirculate, zgurile de cubilou, deseurile de materiale refractare sunt folosite pentru producerea de beton celular, placilor ceramice de blindaje, blocurilor de zgura si a betonului de asfalt.
Bibliografie:
I.P. - Liteinoe Proizvodstvo. BIO - Biuletyn Instytutu, Odlewnictwa; 64 CMF- 64 eme Congres Mondial de Fonderie; PL - Protesi Litia; GE - Giesserei i Erfahrungsaustausch; CP+T- Casting Plant & Techology.
top